SENDA sản xuất lưỡi dao cắt quay HRC55 để cắt dọc liên tục các tấm thép không gỉ, cuộn dây và dải.
Mỗi lưỡi dao được tùy chỉnh theo loại thép không gỉ, độ dày vật liệu, độ bền kéo, tốc độ cắt, kích thước sườn và điều kiện máy.D2 và SKD11 có sẵn như các tùy chọn vật liệu lưỡi dao chính, với độ cứng trong phạm vi HRC 55-57.
Đối với kích thước lưỡi dao áp dụng, độ khoan dung độ dày có thể được kiểm soát xuống đến ± 0,001 mm, song song xuống đến 0,002 mm và độ thô bề mặt đánh bóng lên đến Ra 0,1 μm.
Thông tin chính về sản phẩm
|
Điểm
|
Thông số kỹ thuật
|
| Vật liệu của lưỡi dao |
D2 / SKD11 |
| Độ cứng |
HRC 55-57 |
| Kích thước |
Tùy chỉnh theo bản vẽ |
| MOQ |
2 miếng |
| Thời gian dẫn đầu |
Khoảng 35 ngày |
| Bao bì |
Vỏ gỗ |
| Sắt lại |
Có sẵn cho khách hàng nước ngoài |
Tổng quan sản phẩm
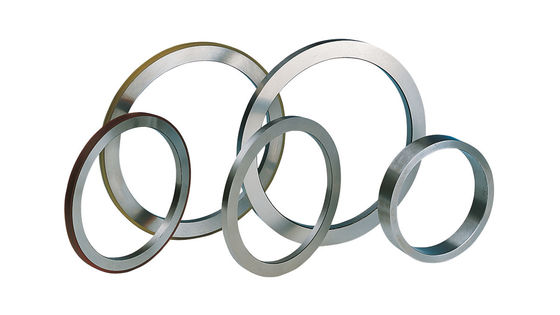
Lưỡi dao cắt quay HRC55 được lắp đặt trên sườn trên và dưới của máy cắt thép không gỉ.Các lưỡi dao sử dụng kiểm soát độ trống ngang và chồng chéo dọc để liên tục chia các tấm thép không gỉ hoặc cuộn vào dải hẹp hơn.
Các ứng dụng điển hình bao gồm:
- Dây cắt cuộn thép không gỉ
- Máy cắt tấm thép không gỉ
- Sản xuất dải thép không gỉ
- Trung tâm dịch vụ chế biến kim loại
- Xử lý dải thép không gỉ chính xác
- Đẹp cạnh thép không gỉ
- Hệ thống cắt nhiều dao
Kết quả cắt cuối cùng không chỉ được xác định bởi độ cứng của lưỡi dao, độ chính xác kích thước, hình học cắt cạnh, tình trạng trục,Cấu hình và các thông số lắp đặt của bộ phân cách cũng phải phù hợp với ứng dụng.
Trước khi sản xuất, SENDA xem xét loại thép không gỉ, độ dày, độ bền kéo, kích thước lưỡi và điều kiện máy.
Những vấn đề phổ biến trong việc cắt thép không gỉ
Lượng sợi râu quá nhiều
Rùi quá mức có thể liên quan đến khoảng trống ngang không chính xác, cạnh cắt mòn, lỗi lắp đặt lưỡi dao hoặc dòng chảy.
Độ dày và song song của lưỡi dao cũng ảnh hưởng đến vị trí cắt giữa lưỡi dao trên và dưới.sai số kích thước trong các lưỡi dao và khoảng cách cá nhân có thể tích lũy và thay đổi độ trống cắt thực tế.
Do đó, kiểm soát Burr đòi hỏi phải đánh giá cả lưỡi dao và cấu hình công cụ hoàn chỉnh.
Chipping cắt cạnh
Việc đứt bớt lưỡi dao không phải lúc nào cũng là do độ cứng không đủ.
Nếu độ cứng quá cao mà không có độ cứng đủ, có thể xảy ra vết nứt địa phương khi cắt thép không gỉ cường độ cao, hoạt động với sự chồng chéo lưỡi quá nhiều hoặc gặp va chạm bất thường.
Nếu độ cứng quá thấp, mài cắt và tần suất nghiền lại có thể tăng lên.
Do đó, phạm vi HRC 55 ∼ 57 phải phù hợp với điều kiện xử lý nhiệt của D2 hoặc SKD11, độ bền thép không gỉ, độ dày vật liệu và tải máy.
Mái dao không đồng đều
Sự mòn một mặt hoặc vị trí của lưỡi có thể liên quan đến:
- Độ phẳng hoặc song song của lưỡi
- Dòng trôi phía trước
- Cấu hình độ dày spacer
- Tình trạng khóa công cụ
- Trọng lượng không đồng đều
- Sự thay đổi về độ dày thép không gỉ
- Khớp không chính xác giữa lưỡi dao và mảnh làm việc
Trước khi thay thế lưỡi dao, các sườn, khoảng cách, vòng tháo và điều kiện lắp đặt cũng nên được kiểm tra.
Chiều rộng dải không ổn định
Sự thay đổi chiều rộng dải có thể được gây ra bởi độ dày lưỡi, độ chính xác khoảng cách, vị trí trục, khóa công cụ hoặc theo dõi vật liệu.
Đối với các dây chuyền cắt nhiều lưỡi, kiểm soát kích thước phải bao gồm toàn bộ bộ máy công cụ thay vì chỉ các lưỡi cắt quay riêng lẻ.
Tại sao vật liệu, độ cứng và độ chính xác của lưỡi phải phù hợp
HRC55 không phải là yếu tố lựa chọn duy nhất
HRC55 chỉ ra mức độ cứng Rockwell của lưỡi dao, nhưng nó không thể độc lập xác định liệu lưỡi dao có phù hợp với một đường cắt thép không gỉ cụ thể hay không.
Việc lựa chọn lưỡi dao cũng nên xem xét:
- Thép không gỉ
- Độ dày vật liệu
- Sức kéo hoặc độ cứng
- Tốc độ cắt
- Chiều rộng dải yêu cầu
- Đường kính bên ngoài, đường kính bên trong và độ dày của lưỡi
- Điều kiện máy và trạm
- Các vấn đề hiện tại về vết nứt, vỡ hoặc mòn
D2 và SKD11 có thể được xử lý nhiệt trong phạm vi HRC 55-57. Vật liệu cuối cùng và cấu hình xử lý nhiệt nên được chọn theo điều kiện hoạt động thực tế.
Sự dung nạp độ dày ảnh hưởng đến việc lắp ráp công cụ
Đối với kích thước lưỡi dao áp dụng, SENDA có thể kiểm soát độ khoan độ dày lưỡi dao xuống đến ± 0,001 mm.
Trong một tập hợp công cụ đa lưỡi, độ dày của lưỡi và khoảng cách xác định chiều rộng công cụ tích lũy.Sự lệch tích lũy quá mức có thể dẫn đến sự thay đổi chiều rộng dải hoặc sự khác biệt giữa khoảng cách cắt thực tế và thiết kế.
Giá trị ± 0,001 mm không áp dụng cho mọi đường kính và độ dày. Các độ khoan dung cuối cùng được xác nhận theo kích thước lưỡi và mức độ chính xác cần thiết.
Sự song song ảnh hưởng đến sự tiếp xúc của lưỡi dao
Đối với kích thước lưỡi dao áp dụng, sự song song có thể được kiểm soát xuống còn 0,002 mm.
Phản lệch song song có thể gây ra tiếp xúc tại chỗ, tải không đồng đều hoặc mài mòn cạnh cắt không nhất quán.Kiểm soát song song giúp duy trì vị trí tiếp xúc dự định giữa các lưỡi dao trên và dưới.
Độ thô bề mặt ảnh hưởng đến ma sát và tiếp xúc
Bề mặt đất mịn tiêu chuẩn có thể đạt Ra 0,2 μm.
Đối với kích thước lưỡi dao áp dụng, bề mặt đánh bóng lên đến Ra 0,1 μm có sẵn.
Việc hoàn thiện bề mặt cần thiết nên được lựa chọn theo các yêu cầu về bề mặt thép không gỉ, độ dính vật liệu, tốc độ cắt và điều kiện hoạt động.
Giải pháp dao cắt quay SENDA HRC55
Tùy chỉnh theo bản vẽ và điều kiện hoạt động
SENDA sản xuất lưỡi dao cắt quay HRC55 theo bản vẽ của khách hàng, mẫu vật lý hoặc kích thước lưỡi có sẵn.
Các mục có thể tùy chỉnh bao gồm:
- Chiều kính bên ngoài
- Chiều kính bên trong
- Độ dày lưỡi
- Chọn phù hợp
- Đồ học tiên tiến
- Độ cứng
- Phẳng
- Sự song song
- Độ thô bề mặt
- Bảo vệ chống rỉ sét
- Phương pháp đóng gói
Lớp thép không gỉ, phạm vi độ dày, độ bền kéo, tốc độ cắt và điều kiện máy được xem xét trước khi sản xuất.
D2 và SKD11 Tùy chọn vật liệu
D2 và SKD11 là thép công cụ làm việc lạnh được sử dụng cho lưỡi cắt kim loại.
Việc lựa chọn vật liệu cuối cùng phụ thuộc vào:
- Thép không gỉ
- Độ dày vật liệu
- Trọng lượng cạnh cắt
- Chế độ mặc dự kiến
- Nguy cơ bị vỡ
- Yêu cầu tái nghiền
- Điều kiện dây cắt
Giá trị HRC 55 ≈ 57 được hiển thị trên trang này là phạm vi độ cứng lưỡi dao có sẵn. Nó không có nghĩa là mọi ứng dụng đều sử dụng quy trình xử lý nhiệt giống hệt nhau.
Sơn chính xác và kiểm soát kích thước
SENDA kiểm soát các mục sau đây theo kích thước lưỡi và bản vẽ được phê duyệt:
- Độ dày lưỡi
- Phẳng
- Sự song song
- Kích thước khoan
- Concentricity hoặc radial runout
- Điều kiện tiên tiến
- Độ thô bề mặt
Đối với kích thước lưỡi dao áp dụng:
- Độ khoan dung độ dày có thể đạt đến ± 0,001 mm
- Sự song song có thể đạt đến 0,002 mm
- Độ thô bề mặt tiêu chuẩn có thể đạt Ra 0,2 μm
- Độ thô bề mặt đánh bóng có thể đạt Ra 0,1 μm
Hỗ trợ công cụ cắt hoàn chỉnh
Ngoài lưỡi dao cắt quay, SENDA có thể cung cấp các thành phần công cụ phù hợp theo chiều rộng dải yêu cầu, phương pháp loại bỏ vật liệu và cấu trúc máy.
Các thành phần có sẵn bao gồm:
- Máy phân cách bằng thép
- Sâm
- Nhẫn PU
- Vòng cao su
- Vòng tách
- Nhẫn thắt lưng thép
Blades, spacers và các thành phần tháo nên được cấu hình như một hệ thống công cụ hoàn chỉnh để giảm sự không phù hợp kích thước và tháo vật liệu không ổn định.
Thông số kỹ thuật
|
Parameter
|
Thông số kỹ thuật
|
| Tên sản phẩm |
HRC55 Lưỡi dao cắt quay |
| Ứng dụng |
Sơn, cuộn và cắt dải thép không gỉ |
| Vật liệu của lưỡi dao |
D2 / SKD11 |
| Độ cứng |
HRC 55-57 |
| Chiều kính bên ngoài |
Tùy chỉnh theo bản vẽ |
| Chiều kính bên trong |
Tùy chỉnh theo kích cỡ vòm |
| Độ dày lưỡi dao |
Tùy chỉnh theo cấu hình công cụ |
| Độ chấp nhận độ dày |
Tối thiểu đến ± 0,001 mm đối với kích thước lưỡi dao áp dụng |
| Sự song song |
Giảm đến 0,002 mm, tùy thuộc vào kích thước |
| Phẳng |
Kiểm soát theo đường kính, độ dày và yêu cầu vẽ lưỡi |
| Sự khoan dung chán nản |
Theo bản vẽ được phê duyệt và phù hợp với sườn |
| Concentricity / Radial Runout |
Theo dữ liệu vẽ và kiểm tra đã được phê duyệt |
| Độ thô bề mặt tiêu chuẩn |
Ra 0,2 μm |
| Độ thô của bề mặt đánh bóng |
Tối đa Ra 0,1 μm cho kích thước lưỡi phù hợp |
| Địa hình cạnh |
Tùy chỉnh theo ứng dụng cắt |
| Cơ sở sản xuất |
Hình vẽ, mẫu hoặc kích thước lưỡi có sẵn |
| Công cụ phù hợp |
Những chiếc vòng nhọn, vòng nhọn, vòng nhọn cao su và vòng nhọn |
| MOQ |
2 miếng |
| Thời gian dẫn đầu |
Khoảng 35 ngày |
| Bao bì tiêu chuẩn |
Vỏ gỗ |
| Dịch vụ nghiền lại |
Có sẵn cho khách hàng nước ngoài |
| Chứng nhận |
ISO 9001 |
| Quốc gia xuất xứ |
Trung Quốc |
Lưu ý:Các giá trị chính xác được liệt kê không áp dụng cho mọi kích thước lưỡi dao.
Ứng dụng cắt thép không gỉ
Lưỡi dao cắt quay HRC55 được sử dụng để cắt chiều dọc của tấm thép không gỉ, cuộn và dải.
Cấu hình lưỡi dao nên được lựa chọn theo loại thép không gỉ cụ thể và điều kiện hoạt động.
Các loại thép không gỉ khác nhau có thể có khác nhau:
- Sức kéo
- Hành vi làm việc cứng
- Yêu cầu về bề mặt
- Yêu cầu cắt cạnh
- Nguy cơ vỡ và mòn
Mô tả chung "thép không gỉ" không đủ để lựa chọn lưỡi dao cuối cùng.
Làm thế nào HRC55 Rotary Slitter Blades Làm việc
Lưỡi dao cắt quay thường được lắp đặt theo cặp trên sườn trên và dưới.
Khi thép không gỉ đi qua máy, lưỡi dao phía trên và phía dưới tạo ra một hành động cắt liên tục thông qua khoảng trống ngang được kiểm soát và chồng chéo theo chiều dọc.
Điều kiện cắt cuối cùng bị ảnh hưởng bởi:
- Vật liệu và độ cứng của lưỡi dao
- Điều kiện tiên tiến
- Khả năng mở ngang
- Sự chồng chéo dọc
- Độ chính xác trục
- Phổ đồng thanh
- Cấu hình độ dày spacer
- Sự sắp xếp vòng tròn thoát y
- Độ dày vật liệu
- Sức kéo
- Tốc độ dây chuyền sản xuất
Không nên áp dụng chỉ một tỷ lệ độ rõ ràng cố định cho mọi loại thép không gỉ.
Khoảng trống ngang nên được lựa chọn theo loại thép không gỉ, độ dày vật liệu, độ bền kéo, tình trạng cạnh cần thiết và tình trạng máy.
Khả năng cắt không đủ có thể làm tăng tải trọng cắt, mài mòn và nguy cơ vỡ. Khả năng cắt quá mức có thể dẫn đến khu vực gãy rộng hơn, tăng sườn hoặc biến dạng cạnh.
Làm thế nào để chọn đúng lưỡi dao cắt HRC55
Xác nhận vật liệu thép không gỉ
Vui lòng cung cấp:
- Thép không gỉ
- Dòng SUS
- Tình trạng vật liệu
- Sức kéo
- Sức mạnh hoặc độ cứng của sản phẩm
Chất liệu và độ bền ảnh hưởng đến vật liệu lưỡi dao, độ cứng, hình học cạnh và độ trong cắt.
Xác minh độ dày vật liệu
Vui lòng cung cấp:
- Độ dày hoạt động bình thường
- Độ dày tối thiểu
- Độ dày tối đa
- Liệu độ dày có thay đổi trong quá trình sản xuất
Độ dày vật liệu ảnh hưởng đến tải trọng lưỡi dao, kích thước, khoảng trống và các yêu cầu chồng lên nhau.
Xác minh kích thước lưỡi
Thông tin được khuyến cáo bao gồm:
- Chiều kính bên ngoài
- Chiều kính bên trong
- Độ dày lưỡi
- Khung khóa hoặc cấu trúc gắn
- Đồ học tiên tiến
- Vật liệu lưỡi có sẵn
- Độ cứng lưỡi có sẵn
Ưu tiên bản vẽ kỹ thuật. Khi không có bản vẽ, khách hàng có thể cung cấp hình ảnh, kích thước hoặc mẫu vật lý của lưỡi dao hiện có.
Xác nhận các thông số máy và sản xuất
Vui lòng cung cấp:
- Mô hình máy cắt
- Kích thước trạm
- Tốc độ cắt
- Chiều rộng dải yêu cầu
- Số lượng lưỡi dao trong mỗi bộ công cụ
- Phương pháp khóa công cụ
- Cấu hình ngăn cách và vòng cắt bỏ hiện có
Các lưỡi dao phải phù hợp với sườn và hệ thống công cụ hoàn chỉnh.
Mô tả các vấn đề cắt hiện có
Vui lòng giải thích bất kỳ vấn đề hiện tại nào, bao gồm:
- Lớn quá
- Sắt cạnh cắt
- Việc nghiền lại thường xuyên
- Mất độ mòn trên và dưới lưỡi dao
- Chiều rộng dải không ổn định
- Các vết trầy xước trên bề mặt thép không gỉ
- Sự bám sát vật liệu
- Xóa vật liệu không ổn định
SENDA có thể xem xét xem các lưỡi dao, khoảng cách, khoảng cách, sườn và điều kiện lắp đặt có nên được điều chỉnh cùng nhau hay không.
Quá trình sản xuất
Phương pháp sản xuất cho lưỡi dao cắt quay HRC55 được xác định theo vật liệu, kích thước, cấu trúc và các yêu cầu về độ chính xác của lưỡi.
Một quy trình điển hình bao gồm:
- Hình vẽ và xem xét ứng dụng
- Chọn vật liệu lưỡi dao
- Kiểm tra nguyên liệu thô
- Xây dựng trống hoặc rèn
- Xử lý nhiệt và làm nóng
- Máy gia công CNC thô
- Máy gia công bên trong và bên ngoài
- Sơn bề mặt chính xác
- Máy cắt cắt
- Sơn mịn hoặc đánh bóng
- Tháo nam châm và ngăn ngừa rỉ sét
- Kiểm tra cuối cùng
- Bao bì vỏ gỗ
Lưỡi dao mỏng, lưỡi dao đường kính lớn và hình học cạnh đặc biệt có thể yêu cầu điều khiển khác nhau trong quá trình xử lý nhiệt và nghiền.
Kiểm tra và kiểm soát chất lượng
SENDA được thành lập vào năm 1998 và có hơn 100 nhân viên.
Tùy thuộc vào đơn đặt hàng và bản vẽ được phê duyệt, các mục kiểm tra có thể bao gồm:
- Vật liệu của lưỡi dao
- Độ cứng
- Chiều kính bên ngoài
- Chiều kính bên trong
- Độ dày lưỡi
- Phẳng
- Sự song song
- Concentricity hoặc radial runout
- Độ thô bề mặt
- Điều kiện tiên tiến
- Các vết trầy xước trên bề mặt
- Chipping và burrs
- Nhãn sản phẩm
- Bảo vệ chống rỉ sét
- Tình trạng bao bì
Các yêu cầu kiểm tra cuối cùng dựa trên bản vẽ, đơn đặt hàng và thỏa thuận kỹ thuật đã được phê duyệt.
Dịch vụ tái nghiền ở nước ngoài
SENDA cung cấp các dịch vụ nghiền trở lại nhà máy cho khách hàng nước ngoài.
Trước khi nghiền lại, các lưỡi dao đã được sử dụng được đánh giá cho:
- Mái mòn tiên tiến
- Độ sâu đứt
- Kích thước còn lại của lưỡi
- Tình trạng vật liệu và độ cứng
- Lịch sử nghiền lại trước đây
- Sự phẳng và song song
- Rạn nứt hoặc hư hỏng bất thường
Khi lưỡi dao vẫn phù hợp để nghiền lại, SENDA có thể thực hiện phục hồi cạnh, nghiền chính xác, kiểm tra kích thước, ngăn ngừa rỉ sét và đóng gói lại.
Không phải tất cả các lưỡi dao đã sử dụng đều có thể được nghiền lại.
Bao bì, MOQ và giao hàng
Số lượng đặt hàng tối thiểu
Số lượng đặt hàng tối thiểu là:
2 miếng
Điều này hỗ trợ các thông số kỹ thuật tùy chỉnh, xác nhận mẫu và yêu cầu thay thế lô nhỏ.
Thời gian dẫn đầu
Thời gian chuẩn là:
Khoảng 35 ngày
Thời gian giao hàng cuối cùng phụ thuộc vào vật liệu lưỡi dao, kích thước, số lượng, đường xử lý nhiệt và yêu cầu chính xác.
Bao bì tiêu chuẩn
Bao bì tiêu chuẩn là một vỏ gỗ.
Việc chuẩn bị bao bì thường bao gồm:
- Làm sạch lưỡi
- Bảo vệ chống rỉ sét
- Bảo vệ cạnh cắt
- Cài đặt riêng lẻ hoặc lớp
- Tăng cường vỏ gỗ bên trong
- Kiểm tra đánh dấu bên ngoài
Phương pháp đóng gói được điều chỉnh theo kích thước lưỡi dao, trọng lượng và số lượng đặt hàng.
Câu hỏi thường gặp
HRC55 có phù hợp với mọi ứng dụng cắt thép không gỉ không?
Không, không.
HRC55 là một yêu cầu về độ cứng lưỡi dao. Nó cũng phải được đánh giá cùng với vật liệu lưỡi dao, loại thép không gỉ, độ dày vật liệu, độ bền kéo, tốc độ cắt và nguy cơ vỡ.
Làm thế nào để tôi chọn giữa D2 và SKD11?
Cả D2 và SKD11 đều có thể được sử dụng cho lưỡi cắt kim loại.
Lựa chọn cuối cùng phụ thuộc vào độ bền thép không gỉ, độ dày, tải cắt, chế độ mòn dự kiến, nguy cơ vỡ và yêu cầu nghiền lại.
SENDA xác nhận cấu hình vật liệu và xử lý nhiệt sau khi xem xét các điều kiện hoạt động.
SENDA có thể sản xuất lưỡi dao theo bản vẽ không?
Vâng. Vâng.
SENDA có thể sản xuất lưỡi cắt quay theo bản vẽ của khách hàng, kích thước lưỡi hiện có hoặc các mẫu vật lý.
Các bản vẽ nên bao gồm đường kính bên ngoài, đường kính bên trong, độ dày, độ khoan dung, hình học cạnh và yêu cầu vật liệu.
SENDA có thể cung cấp độ chính xác như thế nào?
Đối với kích thước lưỡi dao áp dụng:
- Độ khoan dung độ dày có thể đạt đến ± 0,001 mm
- Sự song song có thể đạt đến 0,002 mm
- Độ thô bề mặt tiêu chuẩn có thể đạt Ra 0,2 μm
- Độ thô bề mặt đánh bóng có thể đạt Ra 0,1 μm
Độ chính xác cuối cùng được xác nhận theo kích thước lưỡi và yêu cầu vẽ.
SENDA có thể cung cấp các thiết bị phân cách và vòng trần không?
Vâng. Vâng.
SENDA có thể cung cấp các thiết bị phân cách thép, vỏ, vòng PU, vòng cao su, vòng tách và vòng cắt thép cho các cấu hình công cụ cắt hoàn chỉnh.
SENDA có cung cấp chế biến lại cho khách hàng ở nước ngoài không?
Vâng. Vâng.
Trước khi nghiền lại, lưỡi dao phải được đánh giá về sự hao mòn, viền, kích thước còn lại, tình trạng vật liệu và lịch sử nghiền lại trước đó.
Những thông tin nào cần thiết cho một báo giá?
Vui lòng cung cấp:
- Thép không gỉ
- Phạm vi độ dày vật liệu
- Sức kéo hoặc độ cứng
- Tốc độ cắt
- Chiều rộng dải yêu cầu
- Đường kính bên ngoài, đường kính bên trong và độ dày của lưỡi
- Mô hình máy cắt
- Hình vẽ hoặc mẫu
- Vật liệu lưỡi có sẵn
- Các vấn đề cắt hiện tại
- Số lượng yêu cầu
- Yêu cầu phù hợp với công cụ
Thông tin tìm kiếm
Để xem xét đơn và báo giá, vui lòng cung cấp:
- Thép không gỉ
- Độ dày vật liệu tối thiểu và tối đa
- Sức kéo hoặc độ cứng
- Tốc độ cắt
- Chiều rộng dải yêu cầu
- Blade OD × ID × độ dày
- Mô hình máy cắt và kích thước trục
- Vật liệu và độ cứng lưỡi dao hiện có
- Các vấn đề về đục, đứt hoặc mòn
- Các thiết bị cần thiết, các vòng đệm, vòng đệm PU hoặc vòng đệm thoát y
- Hình vẽ, hình ảnh hoặc thông tin mẫu
- Số lượng yêu cầu